![]()
 INNOWACYJNE
METODY PRZERÓBKI PLASTYCZNEJ METALI
INNOWACYJNE
METODY PRZERÓBKI PLASTYCZNEJ METALI
Rys_Rozdz_1 Cykliczne
wyciskanie spęczające
Rys_Rozdz_2 Wyciskanie
promieniowe
Rys_Rozdz_3 Walcowanie rur
poprzecznie żebrowanych
Rys_Rozdz_4 Wyciskanie z
przesycaniem na wybiegu prasy
KSIĄŻKA_2010 Spis treści
Przykłady
rysunków znajdujących się w wydanej książce:
Rys_Rozdz_2 2.
Wyciskanie
promieniowe
|
Rys.
2.12. Schemat wyjaśniający różnice między procesem wyciskania
a metodą kuźniczą |
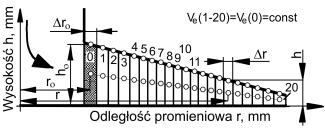
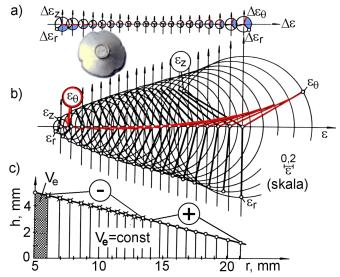
Rys. 2.15. Warunki plastycznego płynięcia rozpatrywane metodą
przemieszczenia elementów o stałej objętości Ve=const [74]
Rys.
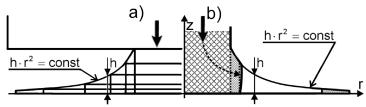
2.23. Identyczny stan ściskania osiowego występujący w dwóch
różnych procesach: a) spęczaniu, b) wyciskaniu promieniowym |
|
Rys.
2.24. Odkształcenia określone metodą przemieszczenia elementów
o stałej objętości: a) odkształcenia cząstkowe, b) odkształcenia całkowite,
c) prześwit narzędziowy wraz z elementami o stałej objętości |
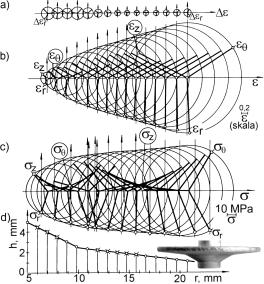
Rys.
2.28. Narzędzia zapewniające korzystne warunki wyciskania
promieniowego: a) odkształcenia cząstkowe, b) odkształcenia całkowite, c)
stany naprężeń, d) zlinearyzowany profil narzędziowy wraz gotowym wyrobem |
|
Rys.
2.38. Metoda wyznaczania wskaźników pękania CCL:
a) wykres określający poszukiwaną wartość, b) symulacja próby rozciągania bez
uwzględnienia wartości wskaźnika CCL |
Rys.
2.39. Porównanie przebiegu procesu modelowanego MES z
eksperymentalnym [45] |
|
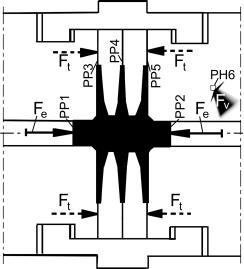
Rys.
2.41. Sposób kształtowania złożonych wyrobów za pomocą
dwustronnego wyciskania promieniowego; PP1-PP5 i PH6 - płaszczyzny podziału
narzędzi |
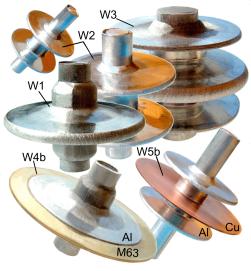
Rys.
2.42. Wyroby monometalowe W1, W2, W3 oraz bimetalowe W4b, W5b,
otrzymane dwustronnym wyciskaniem promieniowym |


Rys_Rozdz_1 Cykliczne
wyciskanie spęczające
Rys_Rozdz_2 Wyciskanie
promieniowe
Rys_Rozdz_3 Walcowanie rur
poprzecznie żebrowanych
Rys_Rozdz_4 Wyciskanie z
przesycaniem na wybiegu prasy
KSIĄŻKA_2010 Spis treści